







行業新聞
磷生鐵 陽*磷生鐵哪個廠家的比較標準
2017-05-18
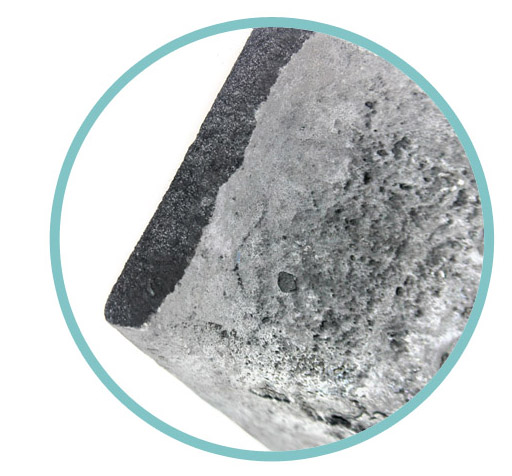
鋁用陽*組裝磷生鐵是通過鐵水將導桿和預焙陽*碳塊澆鑄為一體的工藝過程,預焙陽*碳塊通過磷生鐵與導桿連接在一起。因此,熔化鐵水質量的高低直接關系到組裝陽*的使用效果,以及組裝的生產作業。作為鐵水原料—磷生鐵,其配方優化一直是陽*組裝生產研究的課題,它對組裝生產效率的提高,以及整個電解鋁生產成本的節約具有非常重要的意義。
管道防腐蝕涂敷過程中,磷化工藝通常由磷化、高壓水洗、干燥三道工序組成。拋丸除銹后的鋼管通過涂敷傳動線,*先進入鋼管磷化噴淋系統。 經過水預處理系統和二級反滲透(RO)系統制備的純水儲存于儲水箱中,經氣動隔膜泵、電磁流量計進入自動酸配系統,自動加藥電磁隔膜計量泵根據設定的加藥比例配制磷化液。
配制的磷化液經磷化噴淋室的扇形霧化噴嘴,以一定壓力和流量均勻地噴淋在鋼管表面,對鋼管表面進行磷化,隨著傳動線運行,在磷化后區間經20s以上時間后進入高壓清洗室和風干室。 將經過二級反滲系統的純水加熱至一定溫度,以一定壓力對磷化噴淋后的鋼管進行清洗,清洗后鋼管表面pH為6~7,高壓水沖洗后采用高溫熱風機干燥鋼管表面,避免鋼管表面返銹。